ХАРД - СИНОНИМ КАЧЕСТВА И НАДЕЖНОСТИ. Наша компания объединяет все направления, связанные с реализацией и применением металлопроката.
Изготовление металлоконструкций любой сложности. Качество и точность соответствуют национальным стандартам. Сертификация и полный комплект документации.
Производство металлоизделий самого различного назначения: заборы и ворота, лестницы и их ограждения, закладные детали, кронштейны, навесы, фермы, перекрытия и прочее.
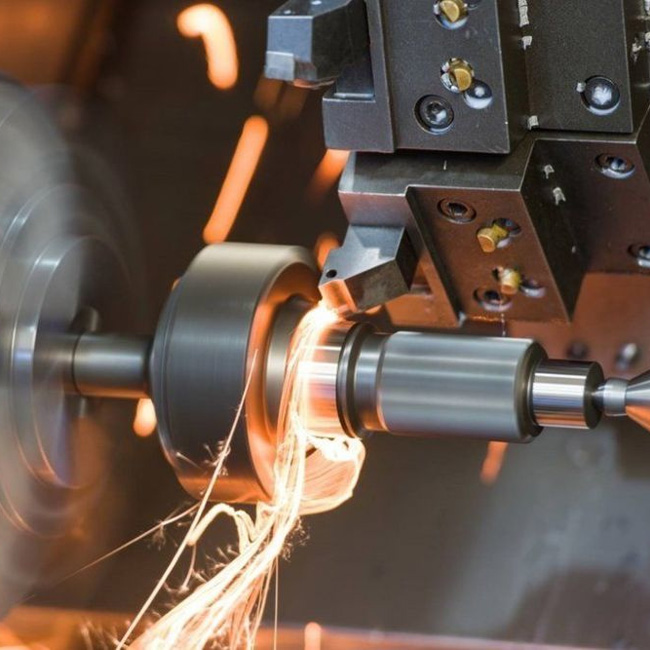
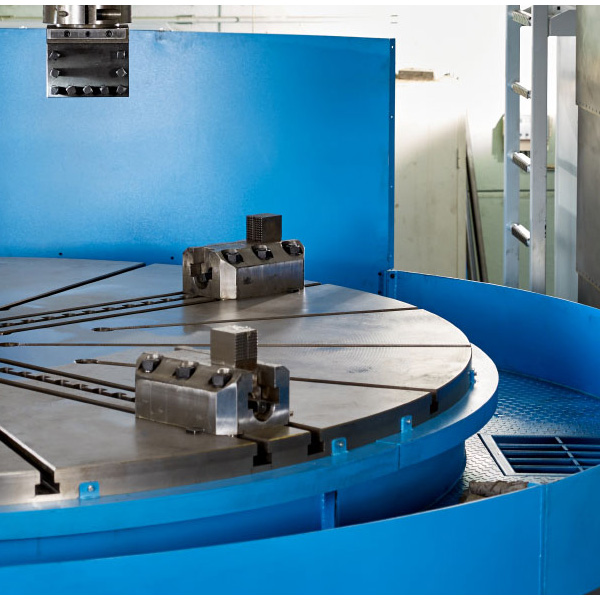
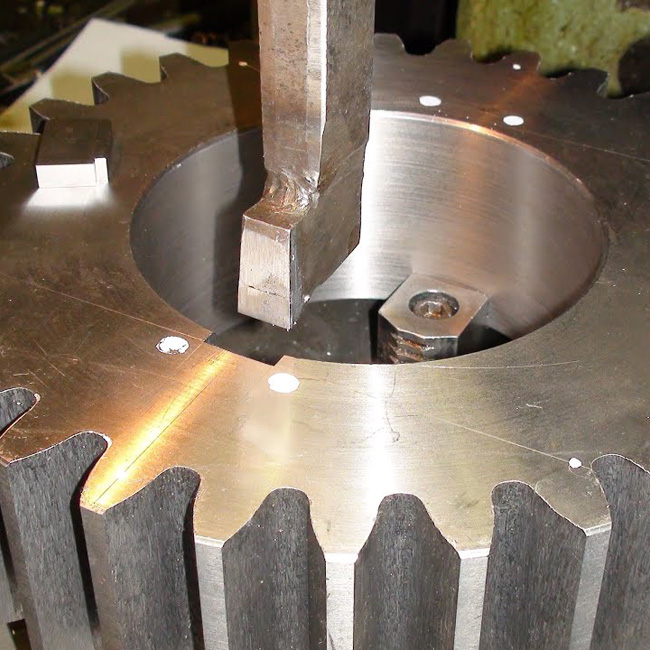
Здесь представлены некоторые примеры наших работ